Portique et bras robotisé
OPTIONS DISPONIBLES POUR LES IMPRIMANTES 3D CONSTRUCTION
Nous croyons qu’il y a un choix fondamental dans la décision entre une imprimante de bras robotique et une imprimante à système portique
De manière générale, les imprimantes à bras robotisé ont l’avantage d’être plus mobiles/mobiles que les imprimantes à portique et de pouvoir imprimer certains tirages grâce au mouvement à 6 axes que les imprimantes à portique auraient ont des difficultés. D’un autre côté, les imprimantes à portique présentent généralement des avantages en termes de coût et de stabilité, offrent la possibilité de réaliser des impressions plus grandes et même d’imprimer des bâtiments entiers en une seule fois (par opposition aux impressions plus limitées des imprimantes à bras robotisé et au besoin des imprimantes robotisées d’imprimer des éléments uniques. Les imprimantes à portique permettent également une impression non continue, ce qui est nécessaire pour imprimer des bâtiments entiers.
En bref et peut-être un peu trop simpliste : Une imprimante à bras robotique est plus adaptée aux opérateurs « experts » (généralement le fournisseur du robot lui-même) pour l’impression d’éléments uniques très complexes et détaillés, tandis que les imprimantes à portique sont plus adaptées aux projets de grande envergure et à l’impression 3D de bâtiments entiers.
Nous expliquons ci-dessous les caractéristiques et les problèmes susmentionnés de manière plus détaillée.
Surface d´impréssion pour les imprimante 3D portique et à bras robotisé
Nous pensons que l’un des principaux inconvénients des imprimantes à bras robotisé est la surface imprimable limitée qu’elles offrent. La surface imprimable limitée rend particulièrement difficile l’utilisation de ce type d’imprimante 3D pour les essais et l’expérimentation.
Les utilisateurs d’imprimantes à bras robotisé sont pratiquement obligés d’imprimer uniquement des éléments et non des structures/bâtiments entiers. En fonction du projet spécifique, cela peut constituer une limitation majeure. Ces deux points critiques sont expliqués plus loin :
Les imprimantes à bras robotisé sont généralement assez grandes, le bras plutôt court, et il faut beaucoup d’espace libre autour de lui. Cela limite considérablement la surface imprimable de chaque imprimante à bras robotisé.
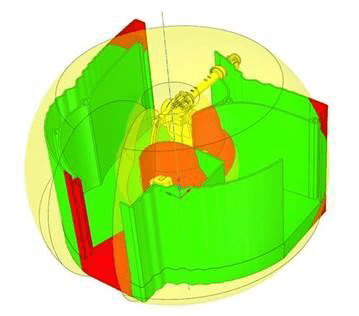
Ce point est illustré dans les images suivantes. Les illustrations ci-dessous montrent le plus grand bras robotique que l’on puisse trouver, le bras robotique Fanuc M-2000i/A900L. La portée du bras est de 4683 mm. Le bras du robot peut atteindre une rotation de 330 degrés. Il en résulte une zone morte que le robot ne peut atteindre, ou en d’autres termes, le robot peut imprimer au maximum un morceau de « tarte » couvrant 330 degrés.
Ainsi, lors de l’utilisation d’une imprimante à bras robotique, il n’est pas possible d’imprimer en 3D à 360 degrés autour du robot. En fait, pour la plupart des impressions robotiques, le robot est situé à l’avant de la zone imprimée et n’imprime en fait qu’une « tarte » correspondant à environ 120 degrés maximum en raison des problèmes d’impression d’une « tarte » plus large. Une fois encore, cela limite considérablement la surface imprimable des imprimantes robotisées.
Si l’on compare cette zone imprimable avec le chemin d’impression de la première maison imprimée en 3D d’Europe, The BOD, on constate ce qui suit :
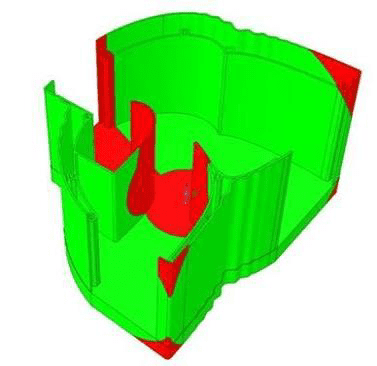
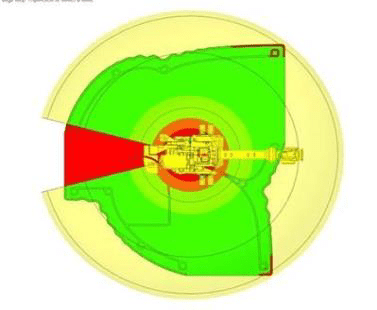
Si l’on imprime avec un robot à partir d’un emplacement fixe, même le plus grand bras robotique est à peine capable d’imprimer un bâtiment de la taille de The BOD (50m2). L’imprimante à bras robotisé peut imprimer les zones vertes mais pas les zones rouges et orange, et certainement pas un bâtiment plus grand (le cercle jaune). En outre, le robot prend tellement de place qu’il n’y a pas de place pour le robot à l’intérieur de l’impression elle-même, ce qui signifie que certaines parties de l’intérieur ne peuvent pas être imprimées (la zone orange).
Les points ci-dessus sont illustrés plus en détail dans les images suivantes. Dans les images ci-dessous, le beignet jaune est la zone imprimable. La partie verte est la partie de la maison que le robot peut imprimer, et la partie rouge est la partie de la maison que le robot ne peut pas imprimer.
Les lacunes des imprimantes à bras robotisé en termes de portée lorsqu’elles impriment à partir d’un point fixe deviennent encore plus évidentes lorsqu’on examine ce qu’une imprimante robotisée dotée d’un bras d’une portée maximale de 3 mètres (ce qui correspond généralement à ce que proposent les sociétés d’imprimantes robotisées) peut imprimer :
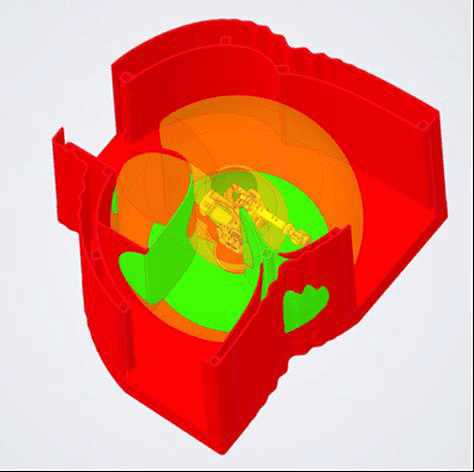
Il est évident qu’une telle imprimante à bras robotique a une surface imprimable très limitée par rapport à l’imprimante à portique que nous avons utilisée pour The BOD.
L’une des façons dont les fournisseurs d’imprimantes à bras robotisé tentent de surmonter ce problème est de déplacer le robot de manière à ce qu’il imprime à partir de plusieurs points fixes ou en le rendant mobile. Toutefois, cela entraîne également divers problèmes qui sont expliqués ci-dessous.
Possibilité d’imprimer des éléments en 3D uniquement avec un bras robotisé
En combinaison avec la question susmentionnée de la surface imprimable, une autre question devient pertinente. Avec les imprimantes à bras robotisé, il est pratiquement impossible de construire des bâtiments entiers en une seule fois (en raison de la surface imprimable limitée), ce qui oblige l’utilisateur à n’imprimer que des structures de bâtiment composées de plusieurs éléments/sections et assemblées sur place.
L’imprimante peut imprimer les éléments hors site ou sur site. L’impression hors site présente l’avantage de faire fonctionner l’imprimante dans un environnement plus contrôlé, mais nécessite le transport et l’assemblage des éléments imprimés sur place. Un tel transport ne peut être effectué avant que les éléments imprimés aient suffisamment durci pour pouvoir supporter le transport. Cela se produit généralement après plusieurs jours.
En revanche, l’impression sur place des éléments supprime le besoin de transport, mais pas le besoin de
l’assemblage et la connexion des éléments. De plus, lors de l’impression d’éléments sur site, l’impression ne se fait pas dans une zone entièrement contrôlée comme ce serait le cas pour l’impression d’éléments hors site. Même si l’imprimante, grâce à des rails ou des roues, est mobile, l’utilisation d’une imprimante robotisée signifie généralement qu’il est nécessaire d’imprimer entièrement chaque élément, puis de déplacer l’imprimante pour imprimer l’élément suivant (et de créer le besoin d’assemblage/de connexions) en raison du durcissement du béton. Ainsi, un utilisateur ne peut généralement pas imprimer une couche d’un premier élément (la zone atteignable du robot à partir de sa première position fixe), déplacer l’imprimante pour imprimer la première couche d’un autre élément, puis revenir et imprimer davantage sur le premier élément, car la première couche de cet élément se serait complètement figée en y revenant. Ainsi, la deuxième couche ne se lierait pas correctement à la première couche.
Pour surmonter ce problème, la recette du béton pourrait être ajustée pour permettre une plus longue durée de vie, temps de réglage, mais même cela ne supprime pas la nécessité de s’assurer que le robot retourne à la première l’élément précisément au bon moment, ce qui avec plusieurs mouvements de l’imprimante (pour permettre une grande impression) sera très difficile à chronométrer.
Des connexions solides des éléments sont nécessaires
De plus, l’impression 3D des éléments implique de trouver des solutions pour la connexion des éléments. Des solutions qui peuvent respecter les codes de construction en matière d’humidité, d’isolation, etc. Ce n’est pas une tâche facile. L’assemblage d’éléments est une tâche bien connue dans l’industrie du béton préfabriqué, mais les éléments en béton préfabriqué sont très différents des éléments imprimés en 3D. Lors de la fabrication d’éléments préfabriqués en béton, ceux-ci contiennent généralement déjà l’isolation et sont préparés pour les raccordements et sont donc beaucoup plus adaptés à la connexion.
Fichiers d’impression/programmer le robot pour imprimer/logiciels
En plus des deux questions critiques ci-dessus, les points suivants doivent également être pris en compte :
Un bras de robot est difficile à programmer, car les 6 degrés de liberté de l’imprimante ont tendance à se gêner les uns les autres. Veuillez considérer le tutoriel de programmation du bras du robot suivant sur youtube.
Ce qu’il faut remarquer, c’est que l’opérateur doit essayer et réessayer de faire en sorte que le robot ne se mette pas dans une situation où il doit tourner le bras rapidement pour se sortir d’une mauvaise situation. En fait, le programmeur ne parvient pas vraiment à trouver une bonne solution et finit par accepter un chemin qui présente encore quelques faiblesses lorsqu’il termine le tutoriel.
L’utilisation d’un bras robotisé nécessite réellement un opérateur (programmeur de robot) qui a été préalablement formé en la manipulation (et la programmation) des robots. Ainsi, bien qu’il soit préférable d’avoir un « programmeur » de robot lorsqu’un utilisateur utilise une imprimante robotisée, le strict minimum est un « opérateur » de robot qui peut au moins faire un peu de la programmation. Dans le cas d’une situation multi-utilisateurs, c’est vraiment un problème à prendre en compte.
De plus, comme l’ont mentionné d’autres entreprises impliquées dans l’impression de bras robotisés, il n’est pas si facile de passer d’un fichier .stl ordinaire (que n’importe quel programme de dessin d’architecture comme Autocad ou similaire peut produire) à un code de programme capable de contrôler l’imprimante du robot. En d’autres termes, pour passer du dessin d’architecte au « fichier d’impression », il faut un programmeur qui doit programmer manuellement certaines parties des mouvements du robot. Il est difficile d’estimer le temps nécessaire, mais en général, des heures de programmation seraient nécessaires.
Même si les fournisseurs d’imprimantes robotisées ont développé leur propre logiciel de conversion de fichiers (à partir de .stl), ces solutions logicielles ne signifient généralement pas que tous les problèmes ont été résolus et que tout fichier d’architecture peut être converti en fichier d’impression sans qu’il soit nécessaire de procéder à une saisie manuelle pour chaque impression. Par conséquent, même avec les solutions logicielles développées par le fournisseur d’imprimantes pour robots, la programmation manuelle du robot est nécessaire.
Nous ne connaissons qu’un seul fournisseur d’imprimantes robotisées qui a développé un logiciel interne censé pouvoir convertir pratiquement n’importe quel fichier de modèle en fichier d’impression, mais ce logiciel exige que le modèle provienne de Rhino (par opposition à tout autre logiciel de dessin CAO), ce qui pose un énorme problème, car Rhino n’est pas le type de logiciel généralement utilisé par les architectes et les ingénieurs. Ainsi, même si l’utilisation de ce logiciel permet de résoudre les principaux problèmes liés à la conversion d’un fichier modèle en fichier d’impression, ce logiciel exige que les dessins de l’architecte ou de l’ingénieur réalisés avec des programmes de CAO traditionnels soient refaits avec Rhino. Cela n’est pas vraiment productif et ne réduira que partiellement la quantité de travail manuel nécessaire pour transformer les dessins de l’architecte/ingénieur en fichiers d’impression compréhensibles pour l’imprimante du robot.
L’imprimante à portique BOD2, quant à elle, utilise un logiciel d’impression 3D « normal », développé depuis plus de 10 ans sous forme de projets à code source ouvert et dont le code source est librement accessible, de sorte que chacun est libre de le modifier pour répondre à ses besoins. Nous fournirons à l’imprimante une version d’un tel logiciel (notre propre logiciel) que nous avons optimisée pour préparer le code spécifiquement pour notre imprimante.
Ce logiciel convertit automatiquement les fichiers .stl en fichiers d’impression. Tant que le fichier .stl est complet, le logiciel se charge automatiquement de la conversion en fichier d’impression, sans avoir besoin d’un programmeur. En ce sens, l’achat et l’utilisation d’une imprimante à portique ressemblent beaucoup à l’achat et à l’utilisation d’une Ultimaker.
D’autre part, l’utilisation d’une imprimante de type portique sans l’expérience de l’utilisation d’une imprimante 3D auparavant ne serait pas non plus conseillé. À cet égard, l’imprimante de type portique n’est pas si différente d’une imprimante de type robot. imprimante. La différence réside dans le fait qu’il est beaucoup plus difficile de devenir un opérateur de bras robotique expérimenté. Il est tout simplement plus exigeant de maîtriser le robot que de maîtriser l’imprimante 3D.
Notre logiciel de tranchage fonctionne avec des fichiers STL, qui est la norme de facto pour les imprimantes 3D du monde entier. Tout système de CAO peut exporter des fichiers STL – ou 99% d’entre eux. Notre imprimante est compatible avec n’importe quelle trancheuse normalement utilisée pour les imprimantes FDM, mais nous fournissons un logiciel spécial (notre propre logiciel) que nous avons développé pour permettre un meilleur contrôle et un tranchage plus précis utilisable pour l’impression à grande échelle que notre imprimante de construction peut faire.
Le contrôle du flux de matériau/de la trémie permet une impression non continue.
Enfin, il convient de noter que l’impression avec une imprimante de type portique augmente la possibilité de contrôler le flux de matériau en appliquant une trémie au-dessus de la tête d’impression. En raison du réservoir de matériaux dans la trémie, l’imprimante n’est pas obligée d’imprimer en continu, car l’écoulement des matériaux peut être arrêté lorsque la tête d’impression passe sur des zones où aucune impression n’est censée se produire, comme ce fut le cas lorsque nous avons imprimé The BOD, où nous n’avons pas eu d’impression à l’endroit où la porte et les fenêtres devraient être situées. La vis sans fin de la trémie qui pousse les matériaux vers l’extérieur par la buse est simplement arrêtée, ce qui fait qu’aucun matériau ne sort de la buse, et que les matériaux provenant de la pompe s’accumulent dans la trémie.
Sans l’utilisation d’un bac, l’imprimante est pratiquement obligée d’imprimer en continu, ce qui rend impossible l’impression de structures où certaines parties ne sont pas censées être imprimées, par exemple parce qu’une fenêtre doit y être placée. En théorie, il devrait être possible de contrôler l’écoulement des matériaux de la buse via la pompe – située au sol – mais l’expérience pratique montre qu’il n’est pas possible de le faire avec suffisamment de précision en raison de la dynamique du matériau et des forces appliquées.
L’application d’une telle trémie est souvent impossible lors de l’utilisation d’une imprimante à bras robotisé et, lorsque des trémies sont appliquées à des imprimantes robotisées, la tête d’impression devient assez grande et « maladroite », ce qui ajoute encore plus de difficultés lors de la préparation du chemin d’impression (car la grande tête d’impression « heurte » souvent des zones imprimées précédemment).
C’est la raison pour laquelle la majorité des imprimantes à bras robotisé n’ont pas de tête d’impression avec une trémie et que pratiquement toutes les impressions réalisées avec les imprimantes à bras robotisé sont des impressions en continu, où la tête d’impression imprime…
sans interruption, sans pause. Si l’on étudie les vidéos d’impressions réalisées par des robots, on constate clairement que pratiquement tous ces documents sont réalisés avec un chemin d’impression qui ne s’arrête jamais, où l’imprimante imprime tout ce qu’il y a à faire le temps sans jamais avoir à arrêter l’impression lors du passage d’une zone (un emplacement pour une fenêtre par exemple), puis à recommencer l’impression une fois la zone passée. Les imprimantes robotisées ne disposent généralement pas de cette fonctionnalité de démarrage/arrêt en raison de l’absence de trémie/réservoir. Cela limite considérablement les types d’impressions qui peuvent être réalisées avec une imprimante robotisée et accroît encore la complexité de la génération d’une trajectoire d’impression intelligente.
Cette nécessité d’une impression continue lors de l’utilisation d’imprimantes robotisées a également d’autres conséquences. Comme les matériaux continuent de s’écouler à la même vitesse/au même volume, si la vitesse de déplacement est réduite à un endroit donné en raison d’une impression difficile, un excédent de matériau sera généré à cet endroit, ce qui entraînera une impression inégale (ou cet excédent de matériau devra être retiré manuellement).
Ainsi, par exemple, lorsque des coins sont imprimés à l’aide d’une imprimante robotisée, il est très courant de réduire la vitesse du mouvement, mais comme la quantité de matériau libérée par la buse est maintenue, cela entraîne un excès de matériau dans les coins.
Les imprimantes à portique peuvent imprimer aussi bien des bâtiments plus grands que plus petits.
Bien sûr, « plus grand » est relatif – notre imprimante de construction 3D BOD2 a imprimé des bâtiments de 1, 2 et 3 étages avec facilité. Cela a bien sûr été possible sans déplacer l’imprimante à aucun moment de l’impression 3D. Il est évident que cela ne serait jamais possible avec une imprimante à bras robotisé.
Les imprimantes à portique peuvent également imprimer des pièces architecturales complexes avec un degré de détail élevé.
Notre imprimante peut être contrôlée avec précision dans les directions X, Y et Z et l’extrudeuse peut fonctionner à des vitesses variables, ce qui permet des vitesses d’impression lentes et rapides (et même des pauses lorsqu’une impression non continue est nécessaire). Pour des impressions plus fines avec un haut degré de détail, nous suggérons une buse plus petite et une hauteur de couche plus faible. Cela peut donc être résolu. Nos buses sont imprimées en 3D, ce qui permet beaucoup d’expérimentation et de flexibilité.
Cependant, veuillez noter que pour les impressions plus fines, le défi général est de savoir comment le matériau se comporte, et non ce que l’imprimante peut faire, et il y a encore beaucoup de travail à faire dans le développement des matériaux. Il est évident que plus les matériaux utilisés pour les impressions ressemblent à du « mortier », comme l’ont fait certains fournisseurs d’imprimantes pour robots, plus les impressions peuvent être fines, mais ce type de matériau n’a généralement pas la même résistance que les matériaux plus traditionnels de type béton.
En général, le béton en tant que matériau ne permet pas de réaliser des impressions avec beaucoup de débordements, c’est-à-dire des impressions en dehors de ce que vous venez d’imprimer. Cette limitation probable, nous n’en avons pas encore exploré les limites.
Les imprimantes à portique sont mobiles et peuvent être utilisées sur place ou hors site.
Notre imprimante peut être déplacée. Il est évidemment plus difficile de déplacer une imprimante à portique qu’une imprimante robotisée, mais il ne faut en fait que deux jours au maximum pour démonter l’imprimante et la monter à un nouvel emplacement.
Nous espérons qu’avec plus d’expérience, nous pourrons réduire ce délai à un jour. Nous avons déjà utilisé notre imprimante à la fois pour l’impression in-situ et l’impression hors site dans un environnement industriel.
Les imprimantes à portique peuvent imprimer avec du béton ainsi que des mortiers
Notre imprimante à béton 3D BOD2 a imprimé tout ce que nous lui avons proposé, y compris du béton traditionnel ainsi que des recettes à forte teneur en matériaux recyclés. Nous pouvons imprimer des matériaux de type béton ainsi que des matériaux de type mortier. L’impression 3D avec du béton véritable constitue un changement radical dans la technologie de l’impression 3D pour la construction, car elle permet de réaliser des économies de matériaux importantes et sans précédent. En collaboration avec CEMEX, nous avons conçu et développé l’additif D.fab qui permet à nos clients d’imprimer en 3D du béton véritable. Vous pouvez en trouver des exemples ici et ici.
Veuillez noter qu’en raison de l’utilisation de matériaux avec une taille d’agrégat allant jusqu’à 8 mm, ce que nous avons fait lors de la fabrication du BOD, dans notre cas, nous sommes vraiment en mesure d’imprimer un matériau de type béton, et pas seulement le matériau de type mortier utilisé par les fournisseurs d’imprimantes robotisées. D’un autre côté, lorsque l’on imprime des matériaux de type mortier plus fin, les impressions deviennent plus lisses et plus belles en général, ce qui signifie que l’utilisation de mortiers n’est généralement pas une mauvaise idée et peut conduire à de belles impressions, mais l’utilisateur doit être conscient que cela signifie que la force et la durabilité de l’impression sont limitées.